Prusa M3s part5 キャリブレーション
P.I.N.D.Aキャリブレーション
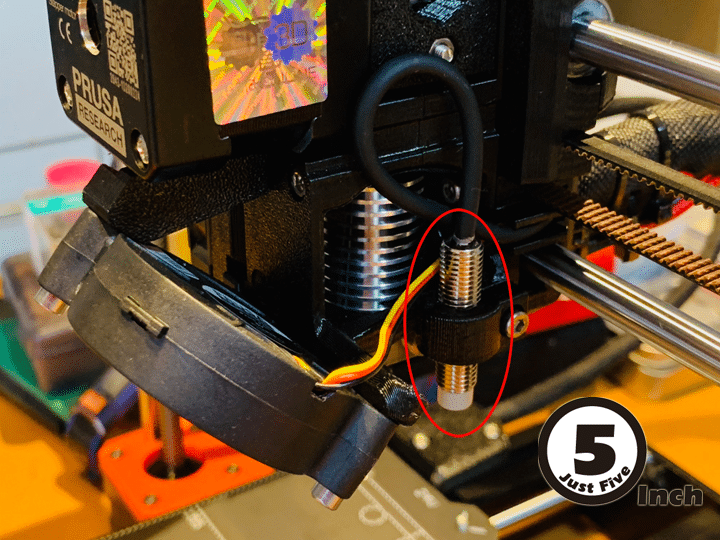
Prusaの3Dプリンターは、ヒートベットの高さを自動で調整する機能が付いています。ヒートベットの裏には、多くのネオジウム磁石が埋め込まれていて、スプリングボードを固定するだけではなく、その磁力によってhotendの正確なポジション調整に利用しています。

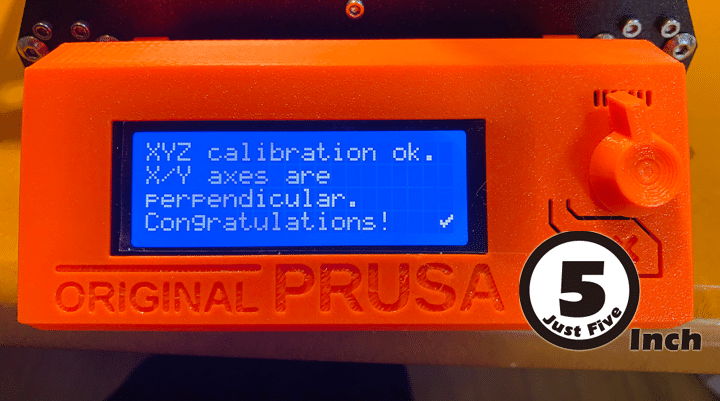
最初に電源を入れると、wizardが立ち上がり、kitで組み立てた場合は、組み立ての精度チェックから、始まります。hotendのファン、ノズルクーリングファン、ヒートベットの温度調整、ホットエンドの温度調整、X軸Y軸のベルトのテンションチェックなどが、次々に行われていきます、問題が生じた場合は、その都度修正していくことで、最終的に、高い精度にもっていくことができます。
hotendの位置検出
最初のキャリブレーションで、Hotendの正確な位置キャリブレーションが行われます。
ノズルとヒートベッドの間にコピー用紙を挟むと、ノズルが、ヒートベッドの離隔を自動で、まず、4隅の位置決めを行います。
その後、さらに細かい9か所の位置キャリブレーションが行われたのちに、Z軸の正確な高さ調整を行うための、テスト印刷が行われます。Wizardの指示に従っていくことで、作業を進めることができます。
フィラメントの供給
フィラメントの供給メニューを選ぶと、hotendが予熱され、フィラメントの差し込みを指示されたときに、フィラメントを差し込むと、供給が始まります。
あらかじめ、フィラメントに適切な温度設定がプリセットされており、自分の使用するフィラメントの種類を選択することで、適切な予熱温度がされ、プリントが可能になります。
フィラメントの排出
出力が終わった後は、フィラメントの排出をします。排出の際も、hotendが適切に加熱され、排出されます。
スプリングシート
一般的な、3Dプリンターのように、ヒートベッドにスティックグルーを塗ったりする必要は特になく、専用のスプリングプレートを装着すると、P.I.N.D.Aでも利用する強力なマグネットによって、ヒートベッドに固定されるため、特にクリップなども必要ありません。
出力後は、造形物を、スプリングシートごと取り外し、スプリングシートをたわませることによって、簡単に取り外すことができます。
ラフトを使った場合でも特にスクレーパーなどを使用することはありませんので、取り扱いがしやすいです。
ファームウェアはオープンソースのプルーサスライサーを使って、USB経由でアップデートすることができます。
プルーサスライサーは、印刷設定やサムネイルなども同時に保存が可能な、3mfフォーマットを利用することができます。
キャリブレーションからプリントまでの流れ。
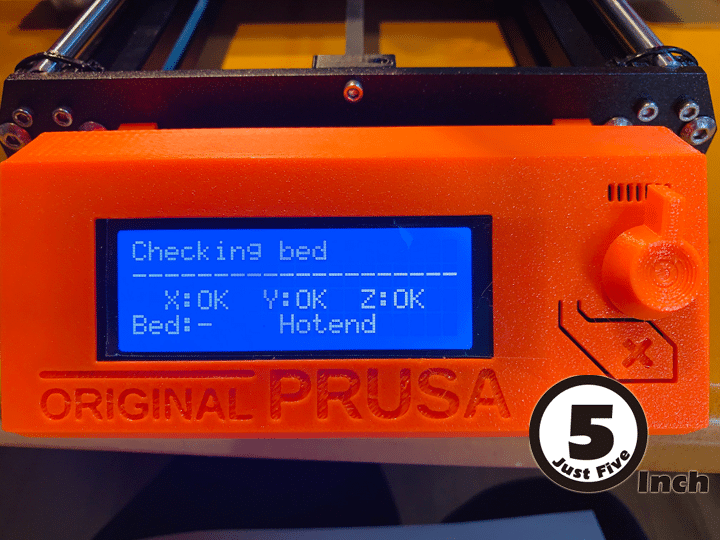
キャリブレーションwizardを開始すると、チェック項目が順次チェックされていく。
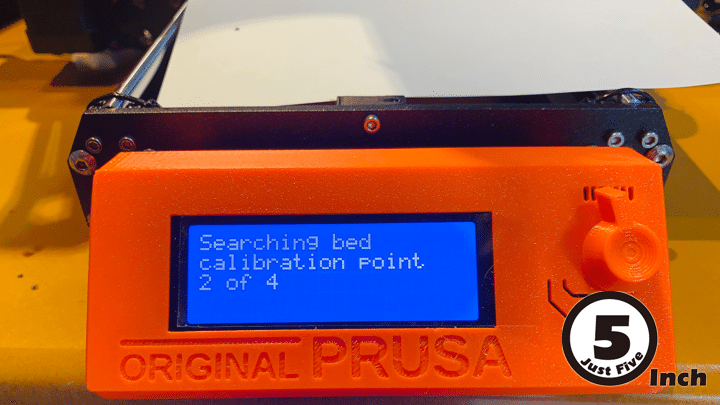
コピー用紙を使って、ホットベットの最初の4か所のノズルとのクリアランスを自動プロセスで記録させていく。
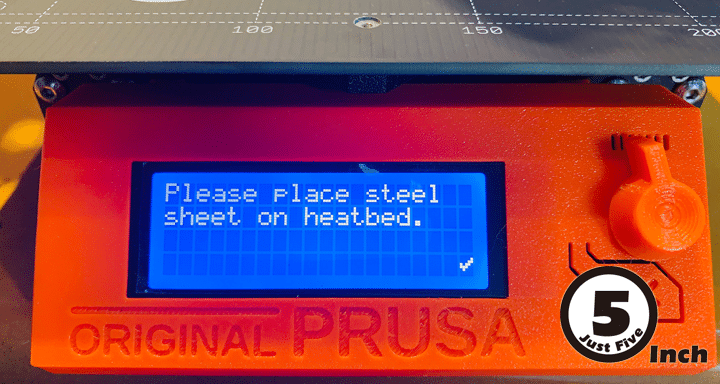
4か所のクリアランス調整が終了したのち、スプリングシートを乗せて、ウィザードを続行させると、さらに9か所の計測点で、適切なクリアランスを、自動で記録していく。
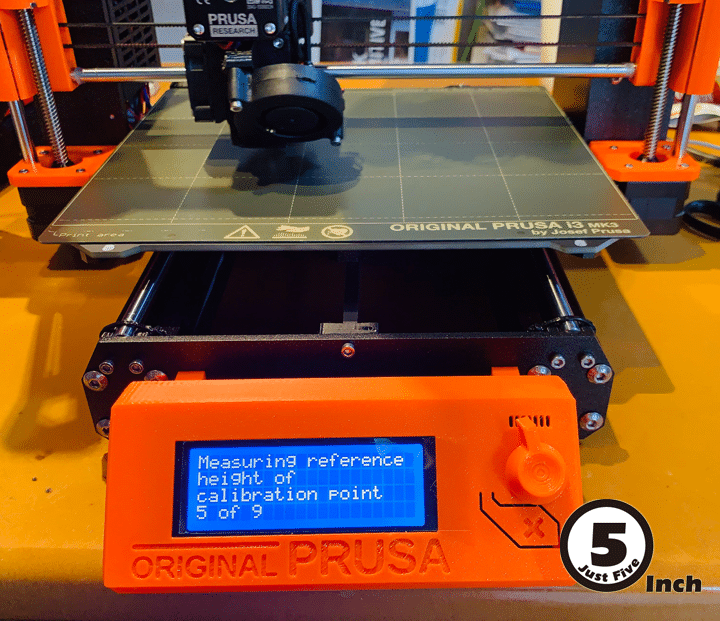
最初の4か所にくらべると、かなり高速に9か所のクリアランスが設定されていく。
ノズルとホットベットのクリアランス調整が終わると、フィラメントを装填して、プリント調整のプロセスに入る。
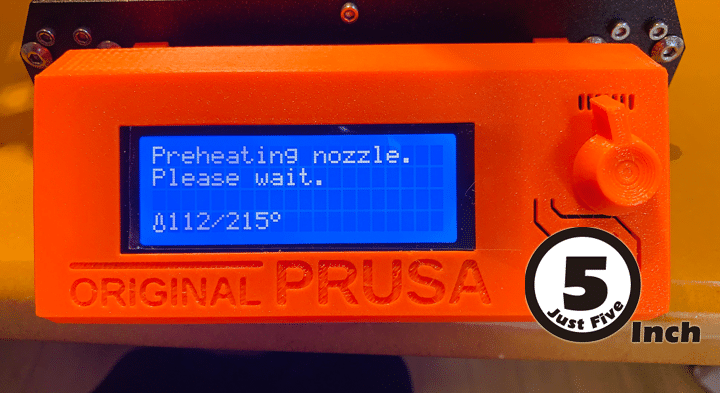
ホットエンドが温まるまで、加熱する
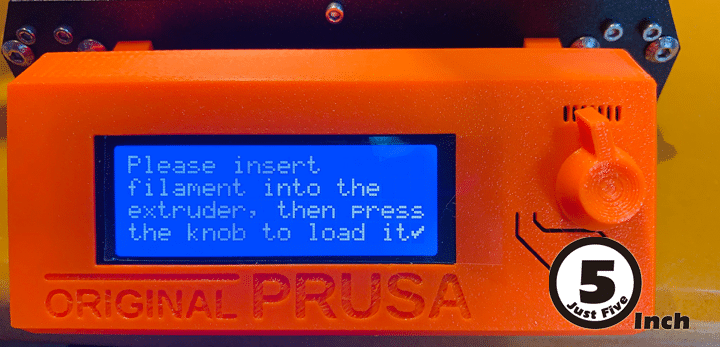
十分な温度になると、フィラメントを差し込む指示が出るので、フラメントを挿し木むと、エクストルーダーがフィラメントをノズルに送り込む、
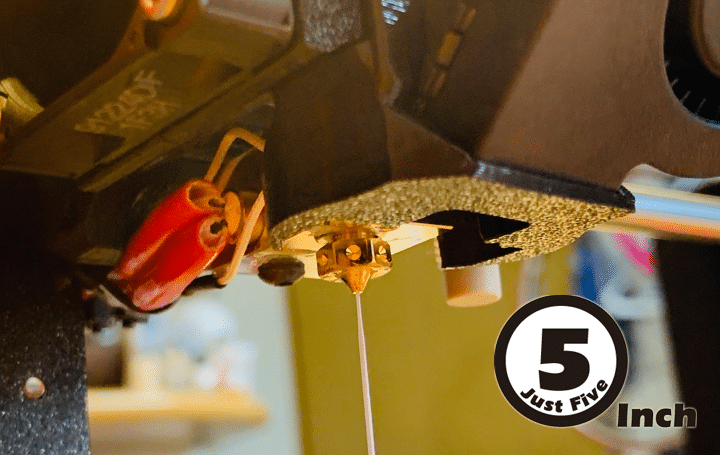
ノズルからフィラメントが出てきたら、テストパターンを印刷して、ホットベットとノズルとの高さ調整をする。
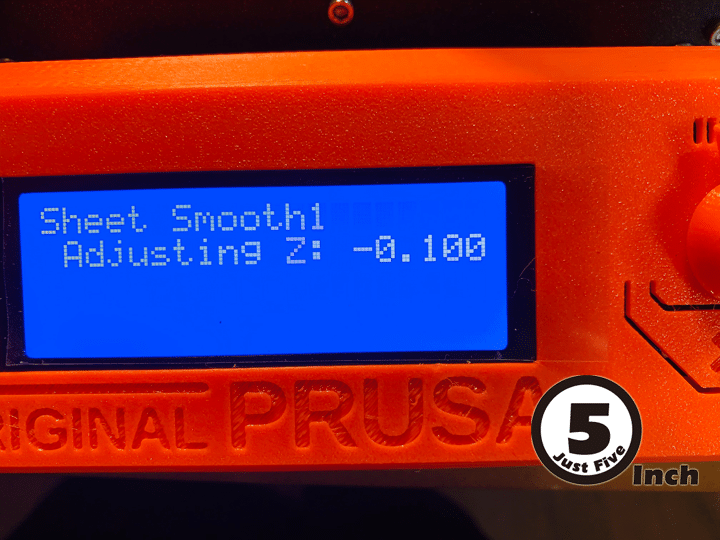
テストパターンを印刷中に、リアルタイムでノズルの高さを調整する。最後のシート状のパターンが、一枚のシートになるまで、このプロセスを繰り返す。
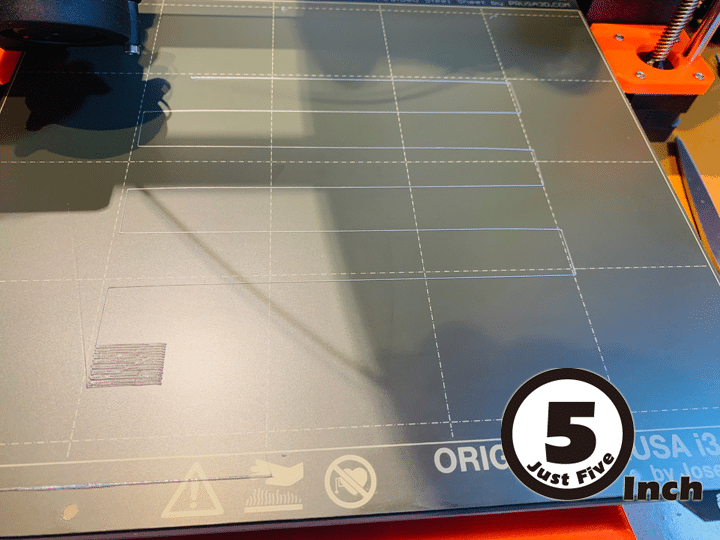
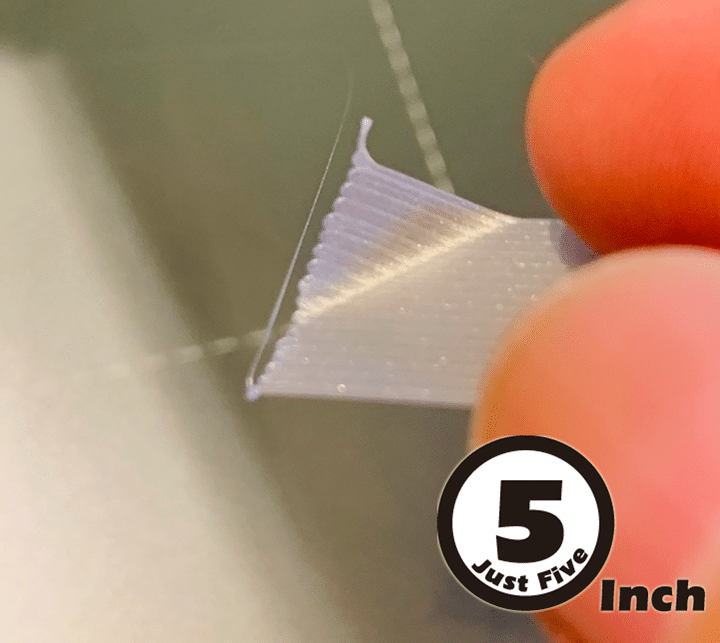
シート部分が、しっかり一体化して、出力できるようになったら、キャリブレーション終了。
テストプリント
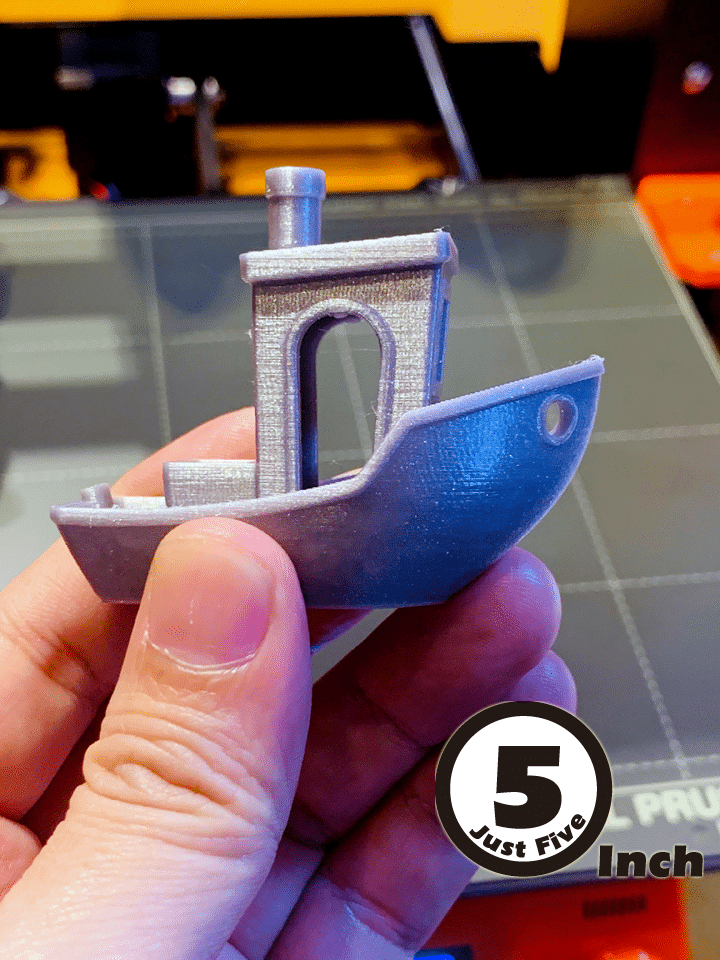
改めて、スプリングシートを、イソプロピルアルコールで洗浄し、「例の船」を印刷。糸引きもなく、ベットからはがれることもなく、このクオリテイは納得です。









